سنتكلم عن G41 & G42 بشكل مبسط
الصيغة التالية :
G41 X - Y- H
حيث توضع قيمة التعويض والتى نسميها بال OFFSET فى الرقم الذى ياخذه الرمز H فى الصفحة OFFSET على الآله
فمثلاً الامر : G41 H1 يعنى قيمة نصف قطر الأداة الأولى هى موجودة فى الOFFSET فى رقم 1 من الصفحة .
* تعويض نصف قطر أداة القطع عن يسار المشغولة
*تعويض نصف قطر أداة القطع على يمين المشغولة
* الغاء تعويض نصف قطر الأداة القطع : G40
عند ذكر الامر G40 بذلك قد تم الغاء قيمة ال OFFSET
التى تم أستعمالها فى البرنامج .
فمثلاً : اذا ذكر الامر G41 G01 X50 Y50
فى نهاية البرنامج فان الاداة سوف تتحرك الى النقطة ( 50 ، 60 ) دون ادخال قيمة ال OFFSET فى الحسابات.
وقد رجعت هذا الجزء للايضاح
كيفية العمل على البرنامج
وطريقة التعامل مع البرنامج سهلة جداً
بعض الجداول التى تحتجها عند عمل البرنامج الماكينة
* جدول سرعة القطع لبعض المعادن
*معدل التغذية لبعض المعادن فى عمليات التفريز
وبذلك قد أنتهى المستوى الثانى وانتظر أستفساراتكم لمدة يومين وبعدها سأضع أختبار المستوى الثانى
إعجاب واحد (1)
جزاكم الله خيراً على المجهود الرائع
معذرة أنني اخترقت صفحة الدورة ولكني لم أتماسك عن تعبيري بالإعجاب حتى أذهب لصفحة التواصل 
السلام عليكم ورحمة الله و بركاته
اشكر أخى العزيز أولاًأبوأنس على مجهوده المبذول فى الدورة
وسنبدأ فى المستوى الثالث وسنتكلم عن الاوامر الاساسيةللمخرطة
وهي قريبة جداً من الفريزة وسنبدأغداًواتمنى من الله أن يكون كل المشتركين موجودين لانى شايف ان أخوننا من المستوى الثانى والوجود قليل جدا وبارك الله فيكم
والسلام عليكم ورحمة الله وبركاته
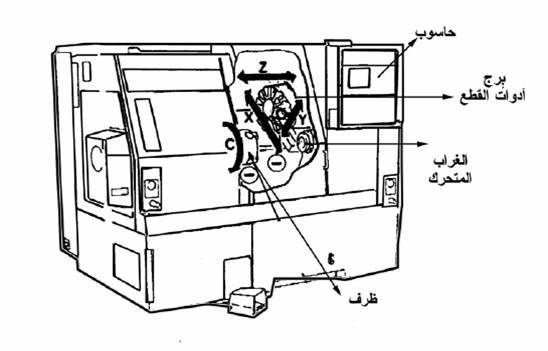
أخوانى الاعزاء سنبدأ فى المستوى الثالث وسنتكلم على الاوامر الاساسية للمخرطة ولكن قبل ما نبدأ عن الاوامر لابد وان نتعرف على المخرطة التقليدية بصورة سريعة وكلام وجيز حتى أخواننا الغير مهندسين أو غير فنيين فى هذا التخصص لابد وان يعرف حتى لا يتوه منا والله الموفق لنا ولكم .
اولاً : مفهوم عملية الخراطة :-
هى عملية تشكيل تتم عن طريق فصل طبقة من المعدن المراد تشكيله بشكل رايش وذلك باستخدام آله خاصة تسمى المخرطة .
وتتم القطع والتشكيل بعدة حركات وهى :
أ- حركة القطع : حيث تدور القطعةالشغلة بحركة دائرية ضد الحد القاطع مما ينتج منه الرايش .
ب- حركة الإيصال : وهى الحركة الناتجة عن تقديم السكينة القطع لضبط العمق
ج- حركة التغذية : وهى حركة السكينة القطع بشكل منتظم للحصول على رايش منتظم على شكل شريط .
أنواع المخارط :
1- المخرطة المتوازية :
وهى مخارط تستخدم للمشاغل الصيانة الميكانيكية
2- مخرطة الجبهة Face Lath :-
وهى مخرطة تستخدم للعمليات الكبيرة وفى المصانع للعمليات الثقيلة .
3-المخرطة العمودية Virtical Lath :
تستخدم فى خراطة أعمال الخراطة الداخلية للمشغولات الكبيرة مثل أسطوانات محركات السيارات .
4- المخرطة البرجية Turret Lath
تستخدم هذه المخرطة فى الأنتاج الكمى.
5-المخرطة الآلية Automatic Lath
وهى مخرطة تستخدم للانتاج الكمى .
6- المخرطة المستخدمة بالحاسب CNC
وهى قمة التقنية فى التشغيل وهى تستخدم فى الأنتاج الكمى ذات الدقة العالية.
وبذلك سنبدأ أن نتكلم عن المخارط ال CNC واوامره
أولاً : الدوال التحضيرية للخراطة :-
تكوين برنامج لمخارط ال CNC
توجد ثلاث أنواع أساسية من البرامج وهى :
1- البرنامج الرئيسى Main Program:
وهو البرنامج الذى برقم له للدلالة عليه ويستعمل الحرف O وليس الرقم ZERO كعنوان مثل ( O000 -------------- O8889) وينتهى ب M30 .
2 - البرنامج الفرعى SubProgram :
والذى يبدأ برقم البرنامج الفرعى ويبدأ بالحرف O كعنون لهذا الرقم ( O 005 ------- O0700 ) وينتهى بالدالة المساعدة M17 فى النظام EMCO-TORINC-T02 وفى النظام FANUC البرامج الفرعية تنتهىM99 ويتم ندائها بدلالة M98 كما سنرى فى الشكل المقبل
* طريقة نداء برامج فرعية من برنامج رئيسى فى نظام FANUC
3- برامج المحاكاه البيانية Graphic Simulation Prog :
والتى تبدأ برقم المحاكاة ولكن تبدأقبل الرقم أيضاً حرف ال O كعنوان لهذا الرقم ( O7000 --------- O9999) .
ترقيم أوامر البرنامج تحت الحرف N
( N0000 --------- N9999) ومن الافضل ان ترقم أوامر البرنامج بالعشرات مثلاً O0013, N0010 ,N0020 وبذلك سيكون فى سهولة بدخول الاوامر فى أى مكان بدون تاثير على أى ارقام أخرى .
* ترتيب الاوامر لكتابة البرنامج المخرطة بسهولة
1- رقم الأمر : ( N -Word)
2- الأوامر التحضيرية : ( G -Word)
3-كلمات المحاور : ( X (U) , Z ( W)) ( Co-Ordinate - Word)
4 - كلمات تحديد سرعة اللازمة للتغذية ( F -Word)
5- كلمات تحديد السرعة الدورانية (سرعة القطع ) ( S - Word)
6- كلمات تحديد أدوات القطع ( T -Word)
7- الكلمات الأضافيةأو المتنوعة ( M - Word)
* كيفية تركيب سطر البرنامج (البلوك ) :
الدوال المساعدة :
نبرمج تدوير عمود الادارة Spindle & فى اتجاه عقارب الساعة باستخدام الدالة M03 وفى الاتجاه المعاكس نستخدم الدالة M04 & وعند التوقيف نستخدم الدالة M05
نبرمج تفعيل وتعطيل التبريد باستخدام الدالاتين M08 & M09 على التوالى
الدوال التحضيرية :
دالة العبور السريع G00 :
وهى تحرك قلم الخراطة من النقطة A الى النقطة B بدون تنفيذ أوامر القطع او بدون التغذية وذلك باستخدام الدالة G00 .
دالة الحركة الخطية باستخدام التغذية Linear Interpolation
نبرمج الحركة الخطية بالتغذية باستخدام الدالة G01 وذلم اذا كان القطع موازياً لمحور Z .
واذا كان القطع على محور مائل نستخدم نفس الكود ولكن يختلف عنه باستخدام الاحداثيات .
دالة الحركة الدائرية بالتغذية Circular Interpolation
يتم برمجة القطع الدائرى مع وعكس عقارب الساعة بواسطة الدالتين G02 & G03
مثال : كتابة برنامج لقطع قوس المبين بالشكل
N10 G01 X80 Z-40
N20 G02 X140. Z-106 . I45.K-20
* البرمجة على أساس نصف القطر أو على اساس القطر
القطع الشغلة على الخراطة على شكل أسطوانى أى مقاطعها دائرية فيتم تحديد أبعادها بطريقتين اما نصف القطر أو القطر
- على أساس نصف قطر
- على اساس القطر
دالة التحكم فى سرعة القطع G97 & G96
معادلة سرعة القطع
نلاحظ ان سرعة القطع Vc تتناسب طردياً مع قطر الشغله D وسرعة دوران العمودN ونلاحظ ان السرعة ترتفع وتنخفض مع تغيير المتغييرين D& N
فى عملية الخراطة تختلف عن عملية التفريز القطر D يمثل القطر الشغلة وليس قطر أداة القطع .
ويتم برمجةالتحكم فى ثبات السرعة القطع عن طريق G96 ويتم إلغاءها بدالة G97 .
يجب ان نلاحظ اننا اذا برمجنا التشغيل بسرعة قطع ثابتة فعمود الدوران يتسارع الى سرعته القصوى عندما يقترب قلم الخراطة من مركز القطعة ( قطر الصفر )وهذا قديسبب لنا بعض المشاكل فى مثبتات الشغلة ولذلك نعمل بعض الاجراءات الوقائية لمنع عمود الدوران من وصوله لسرعته القصوى. فنبرمج تحديد السرعة بالدالة G92
مثال
السرعة القصوى التى لا تتجاوز 2000 لفه فى الدقيقه
N10 G92 S2000
*تغيير سرعة القطع مع قطر الشغلة
مثال : -
مطلوب فى هذا المثال برمجة سرعة قطع ثابتة بمقدار 200 mm / min لتشغيل الشكل المقابل
البرنامج
أولاً يتم تشغيل عمود الدوران بسرعة 1200 rpm فى اتجاه عكس عقارب الساعة
ثانياً وضع حافة ( أنف ) القلم فى نقطة ( 50 , 70 )
ثالثاً تشغيل السرعة الثابتة مقدارها 200 M/MIN ( فى حالة الغاءها G97 )
* دالة التغذية بالدقيقة G98 وبالدورة G99
Feed per min and per revoluation :
يتم برمجة معدل التغذية ( mm/min) أو
( inch /min) عن طريق دالة G98 بينما نستخدم الدالة G99 لبرمجة التغذية بوحدة ( rev / min) كما بالشكل المقابل
لدينا برنامج وسيتم تحليل البرنامج
N30 G92 S2500
N40 G97 S500 M04 M08
N50
N60
N70 G95 F2
N80
N90 G96 S140
تحليل البرنامج
أولاً : سرعة العمود لا تتجاوز 2500 rpm
ثانياً : تدوير العمود فى أتجاه عكس عقارب الساعة وتشغيل التبريد
ثالثاً : التغذية 0.2 mm / cycle
رابعاً : سرعة القطع ثابتة 140 rpm
برمجة الخراطة الطولية والوجهية
Longitudinal and Face Turning Programming
لبرمجة عمليات خراطة عدلة أو وجهية فيوجد بعض الخطوات المتابعة نقوم بها للتشغيل على المخارط العادية أى تتبع نفس ترتيب التحركات اللازمة :
1- الخراطة الوجهية Face Turning
*نحرك القلم بسرعة G00 فوق رأس قطعة الخام على بعد حوالى 1.00 مم أى فى قطر أكبر من قطر قطعة الخام ب 2 مم وذلك فى موقع يبعد 1مم من نهاية الخام فى اتجاه المحور وذلك استعداداً للخراطة الوجهية
* نحرك القلم بسرعة تغذية معينة G01 لقطع الوجهية لنقل أسفل مركز القطعة ب 1.00 مم - X )
* نبعد القلم بسرعة G00 من وجه القطعة ثم إلى أعلى فى مستوى عملية الخرط العدل .
2- الخراطة العدلة :
* نقوم بعملية الخرط العدل الى الحد المطلوب G01
* نقوم بخرط الركنية الى ارتفاع أعلى من قطعة الشغل بمقدار 1 مم أى فى قطر اكبر ب2 مم G01
وبذلك قد انتهى المستوى الثالث وانتظر استفساراتكم
بسم الله الرحمن الرحيم
سنبدأ بإذن الله فى المستوى الرابع وهو مستوى بسيط لانه مستوى تكميلى وسيكون عن الدورات الجاهزة فى المخارط والموضوع سهل جداً ولكن لابد من مراجعة أوامر المستوى الثالث .
فى اول الموضوع طبعا والمفروض كلنا عرفنا شكل الماكينة
واحداثياتها لمعرفة كيفية تثبيت الشغلة
وطبعا هنبدأ مع بعضنا ان شاء الله من اليوم لننتهى من الدورة واتمنى التركيز والحضور والاستفسارات فى المستويان الرابع والخامس وانتظر الاستفسارات لنقيم الاخوة الموجودين لانتهاء الدورةوالبدء فى دورة CAD/CAM

مثال 3 :
دورة خراطة طولية ذات تقسيم لأوجه القطع D3 ومقاس للمخروط P0
P0 : مقاس للمخروط فى اتجاه X

مثال 4 :
دورة خراطة طولية ذات تقسيم لأوجه القطع D3 ومقاس للمخروط P0 , P2 ومقاسات تشطيب D0 , D2 .

دورة خراطة جبهية G84
وتعتبر نفس فكرة الخراطة الطولية وتعتبر المخرطة الوجهية هى مخرطة خاصة ينحصر استخدامها فى تنفيذ خراطة وجهية لقطع الشغل كبيرة الحجم
لا يوجد نوعها بالورش والمصانع ومراكز التدريب فهى آلة إنتاجية

اذا تمت برمجة الاحداثى Z قبل X فى G84 عند ذلك سيقوم نظام التحكم بتنفيذ دورة الخراطة الجبهية .
ومن الناحية الهندسية تكون دورة الخراطة الطولية ودورة الخراطة الجبهية متساميتين ولكنهما تختلفان من حيث مسار الحركة .