الحقيقة ان عمليات الصيانة او التجديد لأي hydraulic system بيمر فيه مائع تحت ضغط
معين اوعايز اعمل (bypass) يعنى عايز اعمل ثقب فى الماسوره ديه
والسريان مستمروأوصل الثقب ده بماسوره تانيه علشان اغذى مكان تانى بنفس المائع وبكده يبقى عندى(branched pipe) كل ده والسريان مستمر…
او عايز اجدد خط نقل لو كان قديم خصوصا لو كان صعب اتحكم فيه
لان عدد الصمامات قليل
او اني محتاج اعمل صيانة لجزء من الخط أو اني محتاج اغير مساره لظروف التوسع مثلا
أو اغير المسار موقتاً بس
او لأي سبب تاني …
طب اعمل ايه؟؟؟؟؟؟؟؟
ده كان بيتطلب وقف الخط كلة عشان نعمل الاصلاحات ويمكن توصل لايام في بعض التطبيقات
زي التربينات البخارية مثلا بتحتاج تقريبا اسبوع بس عشان توقفها
وده يودي طبعا الي خسارة اموال كتيرة جدا قد تصل الي مئات الالوف من الدولارات
وكمان بيأثر علي بعض العمليات الاخري في المنشئة
غير مدة اعادة التشغيل مرة اخري اللي بتطلب جهد اكبر من اللي عملناه عشان نوقف الخط
عشان كده في محطات توليد الكهرباء أو تكير البترول أو انتاج الكيماويات
نادرا ما يتم إيقاف العمل
من هنا كان لازم نلاقي طريقة جديده تخلينا نعمل الاصلاحات او أي تجديد
من غير ما نوقف ال sys.
وكان الحل في اسلوب وتكنيك جديد
اطور كتير في الخمسين سنة اللي فاتت
لدرجة ان بئا في شركات متخصصة فيه
الاسلوب ده هو
Hot Tap and Line Stops
غالبا بيتم hot tap و line stops مع بعض في اكثر التطبيقات زي ما حيبان قريب
بس يا تري ازاي ؟؟؟؟
بس قبل ما نعرف ازاي لازم نعرف ايه هوا الhot tap و ايه هوا ال line stop
Hot Tap
او ساعات بنسميها drilling under pressure
الهوت تاب وظيفته عمل ثقب في الpipe و منه نقدر نعمل وصلة تانية أو فرع جديد يمر فيه الfluid
عن طريق fitting و متركب عليها صمام للفرع أو الوصلة الجديدة
ده عن طريق ال Hot tapping machine
وهي اداة الثقب و تتكون قاطع cutter علي شكل دايرة مسننه او بمعني اخركأنه كوبايه مسننه
ويمر بها عمود و مثبتين مع بعض عن طريق مسامير و صواميل
و في نهايه العمود pilot bit assembly
و الجزئين بيكونوا في مكان يحتويهم housing يعني او اسمه hot tap adapter
صورة الماكينة
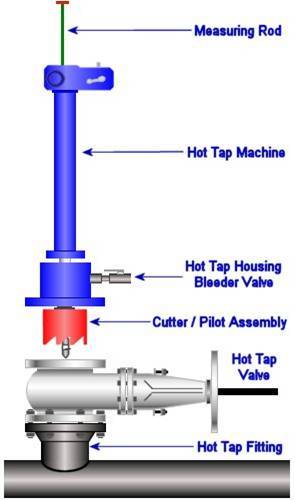
و ال Hot tapping machineممكن تشتغل manual عن طريق power screw
او ممكن تشتغل هيدروليكيا
خطوات عمل الهوت تاب :
اولا يتم اختيار الشركة المسؤلة عن التنفيذ و بعد عمل الحسابات الازمة لتحديد
مكان الثقب المراد تنفيذه
بعد كده يتم نقل العدد و الادوات للموقع
ويبدأ التنفيذ الفعلي


1- يتم تركيب fitting علي الماسورة و غالبا بيكون عن طريق اللحام
او بعض الحالات عن طريق
Studs و طبعا nuts
2- نركب بعد كده صمام مع ال fitting
ولازم نكون متاكدين التركيب حيتحمل الضغط اللي في ال pipe
3- نركب ال Hot tapping machine مع ال valve
4- نشغل ال Hot tapping machine
و بالتالي العمود حينزل المسافة المحسوبه و يعمل ال pilot bit ثقب صغبر و يخترق الpipe
و بعد كده يقطع ال cutter الجزء اللي عايزين نقطعه " coupon "
يفضل اهم مرحلة
؟؟؟؟؟؟؟؟؟
ان لازم نطلع ال coupon " " بره الماسورة
طب ازااي ؟

الحل كان بسيط جدا عن طريق حبل
لان اول ما ال القاطع بيخلص بيتفرد حبل علي شكل حرف u
موجود مع pilot bit assembly
وبكده نطلع ال coupon " " خارج الماسورة
وبعدين ؟؟!!
وبعدين يرجع ال pilot و ال cutter تاني لمكانهم في المبيت
و علي طول يتقفل ال valve
و نقدر نشيل Hot tapping machine خلاص
و بنركب ماسورة جديده و نعمل new branch
مبروووووووووك
الفيديو ده حيوضح الكلام ده و يثبته

س احنا لسه معرفناش ازاي نوقف الflow في ال pipe القديم
يبئا محتاجين
Line stop

غالبا هي عملية إيقاف مؤقته للخط
إما للتصليح او الصيانة او لاعادة تركيب صمام او لتغير مسار الفلو
ولانها عملية مؤقته , فالمعدات عادة يتم تأجيرها
وتبدأ دائما بعملية ال Hot Tapping
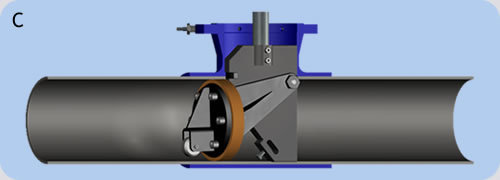
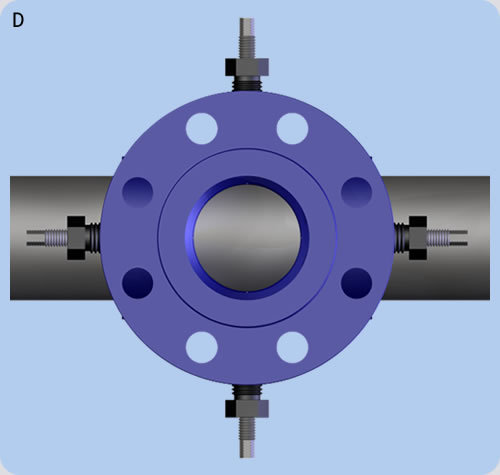
وبعد كده يتم ادخال جهاز ال line stop
و الجهاز له اشكال عديدة ولكن لها في الغالب نفس فكرة العمل
اللي بتعتمد علي وجود قرص او ما شابه
بيكون قطره مكافئ لقطر الماسورة
وبالتاكيد عليه Seal لمنع التسرب
وبيتحرك عن طريق pivot
و الصور تبين الفكرة اكتر


وبعد انتهاء عملية التصليح يتم إخراج الجهاز من الماسورة
ويتم غلق الصمام و تركيب غطاء دائم
Completion Plug
و من مميزات العمليتين :
اهم ميزة زي ما قولنا قبل كده هي عدم ايقاف خط الانتاج
كما انها تصلح انواع كتيرة من المواسير مثلا زي
Alloy steel , Stainless steel , Cast Iron , Brass/copper , Concrete lined pipe
,pvc , Plastic , Fiberglass
وكمان ممكن تتم علي اقطار تتراوح بين 0.5 : 48 بوصة
و تتم علي درجة حرارة من -38ْ :288 ْ م
والمائع ممكن يكون ماء مضغوط او بخار او احماض او هيدروكربونز او كيماويات
ودي بعض الفيديوهات اللي تبين علي العمليتين مع بعض


")
لاتنسونا من خالص دعائكم
اللهم انك عفو كريم تحب العفو فاعف عنا